




想要探索弯管O型弯管源头厂商的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:弯管O型弯管源头厂商的图文介绍
航萧管件有限公司销售: 宜春万载H型钢拉弯,品种全,价格低。产品畅销全国多个省市自治区。产品各项指标均符合标准,产品质量可靠、性能稳定。多年来公司牢牢把握技术创高新,产品创品牌,这一永恒主题,以诚信为立企之本,不断企业的品位,与各界新老顾客朋友共同促进,共谋发展,以创佳绩。公司始终以完善服务、合理的价格服务于广大客户。我们将继续致力于为客户提供产品和满意的服务,以赢得客户对我们的信任和支持。



全自动弯管机的主要组成部分是什么 伴随着全自动弯管机行业的不断发展,该设备因其精度高、性能稳定、操作简便、可靠,广泛用于航空、航天、汽车、机车、摩托车、船舶、石油化工、电力、天然气、核电、锅炉、车辆、健身器材、运动用品等各种管件的弯管加工。下边,全自动弯管机厂家为您介绍全自动弯管机的主要部件是什么。 一、数控弯管机弯管机机身部分:主轴框架部分采用槽钢焊接而成,主轴上下轴承支撑板安装在机架上,钢板厚度为15mm。 二、系统部件:液压系统部件采用民用附件或飞机液压附件。 三、传动部件:传动部件由油缸,齿条,齿轮,驱动轴组成。 四、模具部件:模具部件是根据不同形面直径制作的辅具,由轴承钢或轧辊钢制成,经过热处理HRC48~52。 五、夹持部件:液压夹持部件包括滑板、摇臂和液压油缸,油缸的伸缩带动摇臂运动。 六、电器部件: 1、全自动弯管机、电动液压弯管机(电动)的结构和工作原理: 电油泵、高压油管、快速接头、工作油缸、柱塞、弯管部件包括上、下纸板、模头、滚轴等组成,电油泵输出的高压油,经高压油管送入工作油缸,高压油推动工作油缸内柱塞,通过弯管部件弯管产生推力。 2、电动液压弯管机(电动)的用途: 该弯管机主要用于工厂、仓库、码头、建筑、铁路、汽车等管线的安装和维修,除具有弯管功能外,还可将弯管部件(油缸)卸下,用作分离的液压起顶机。 那以上就是对全自动弯管机的主要组成部分的一些介绍了,大家可以了解一下!



弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。 1、模具没有做好!或者磨损了。 2、弯管方式不对,可以的话,选用旋转拉弯式的。 有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。 公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。 欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。 我有限公司专业从事方管弯圆加工,圆管弯圆加工,h型钢拉弯加工,弯管加工.我公司弯管加工经验丰富,行业领先的圆管弯圆加工,h型钢拉弯加工服务,各种规格的拉弯加工深受用户欢迎!



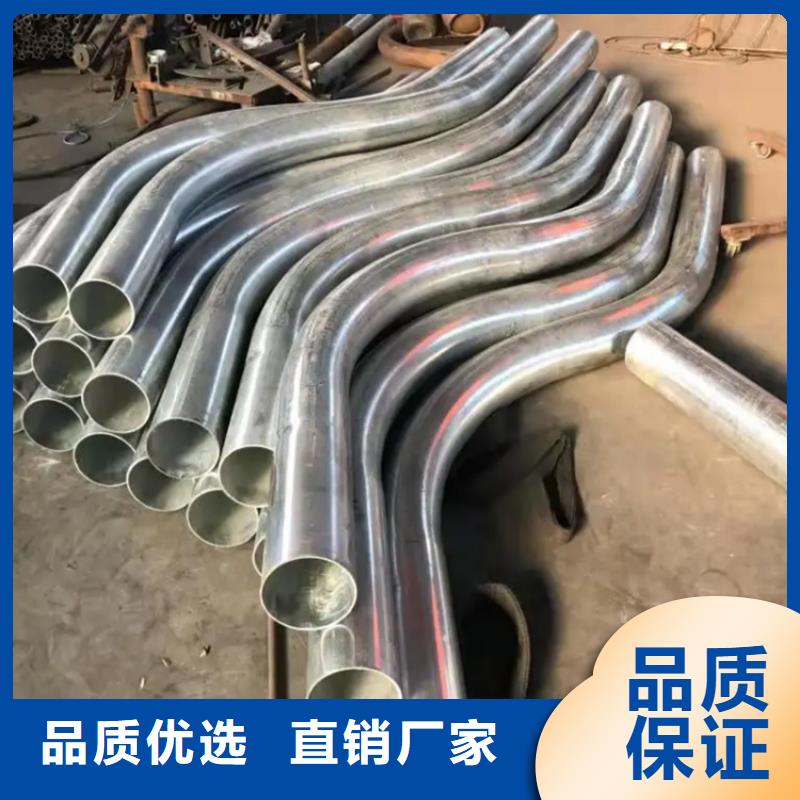
高弯管形状决定了弯管生产困难。锻造方法:使用锻机将被淘汰管端或部门,减少直径,常用的类型与旋转锻压机,连杆式、辊式。冲压的方法:用锥形穿孔管的核心终扩大到所需的大小和形状。辊方法:放置在管芯,周边与轮式推动,用于圆形边缘处理。轧制方法:一般不需要轴,适用于厚壁管在圆形的边缘。形成方法:常用的有三种方法,一种方法称为拉伸方法,另一种方法叫做冲压方法,第三是辊方法我们知道的更多,有三个或四个辊,辊、调整辊,两个固定调整固定辊距离,完成管道弯曲。该方法的广泛应用,如果生产螺旋管,曲率可以增加。不断膨胀的方法:一个是放置在管橡胶、穿孔、压缩、膨胀管形成。 高弯管形状决定了弯管加工生产困难,其中困难的对称点三通高弯曲管生产是需要技术含量的,高生产弯管的基础上,我们看到我们的制造商生产过程严格坚持选择的钢坯,钢坯加热维持一个恒定的温度,给我们高弯曲管带来了严格的质量保证。在这样一个严格的保证,确保我们高弯曲管管道建设项目的他应该扮演一个角色,可以确保本厂管道施工质量的办法。


全自动弯管机应用防皱模有哪些关键点? 在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。 水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。 应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。 防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。 防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。 在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。 那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!


